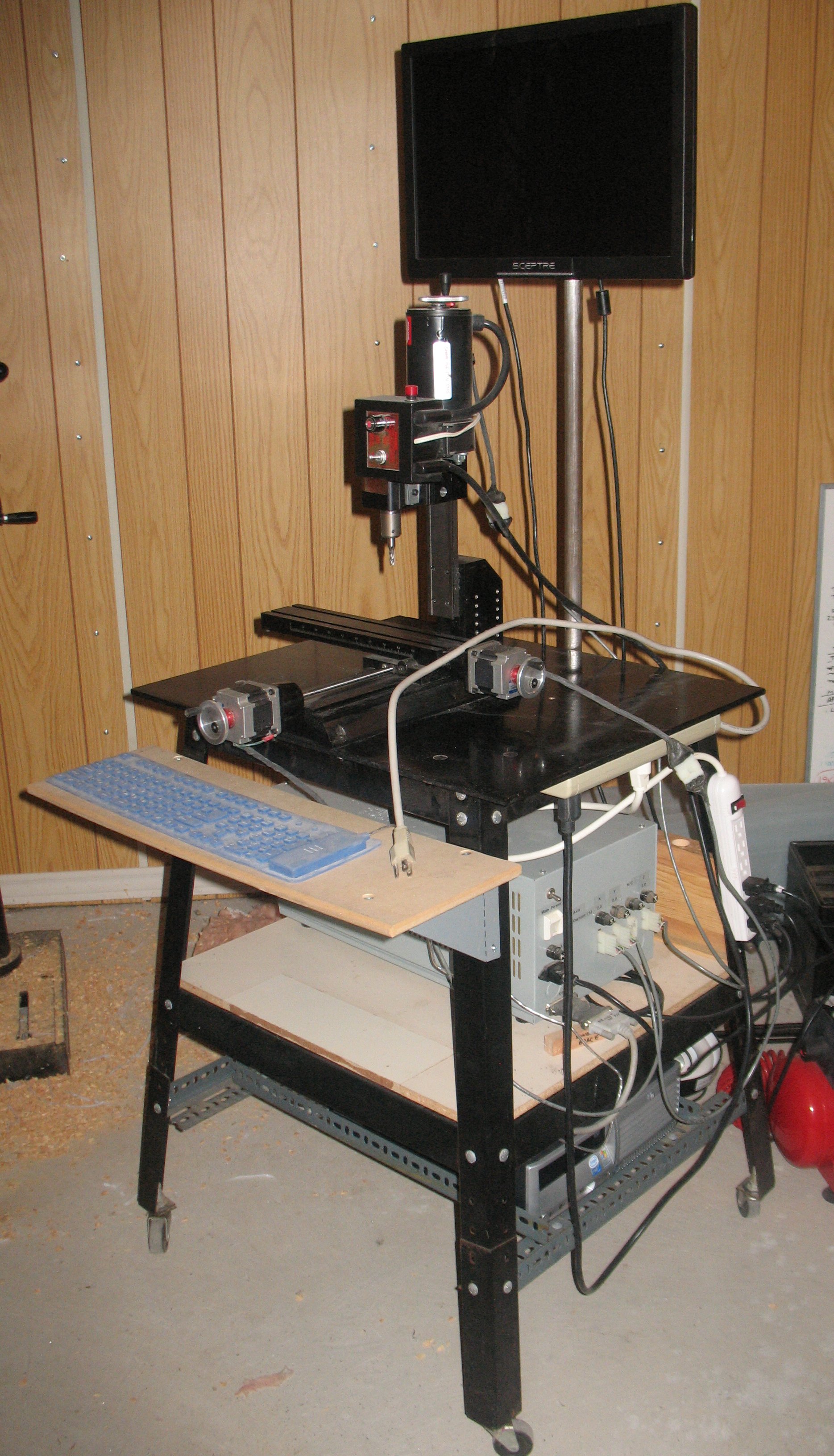
This Sherline 2000 mill is one of the main tools I use for making repair parts for printing machinery. Since I bought it I have retrofitted it with Sherline’s CNC conversion kit, using a home-made stepper driver (the gray box on the intermediate shelf) and a refurbished computer (bottom shelf) running Windows XP and Mach3. The monitor is mounted above the mill on a post, there is a shelf for the keyboard and mouse, and the whole thing is self-contained on a rolling stand.
People familiar with the Sherline mills may notice that this one does not have the “8-way” column that is normally part of the model 2000 mill. Since I bought the mill, I also purchased the single-piece rigid column that is standard on other Sherline mills and fitted it to my mill, and now I only use the 8-way column when I need its reach or range of adjustment. I had found that the adjustments on the 8-way column had a habit of drifting at the most inopportune of times.
The guts of the stepper driver box are three 5-Ampere stepper driver board purchased in kit form from Dan Mauch (but they are not longer available).
There are two power bars attached to the table, with one plugged into the other. The second one has all the CNC parts (computer, monitor, stepper driver) plugged into it, while the mill head motor and any added lights are plugged into the first one.
The keyboard is one of the silicone flexible keyboards, to prevent problems from flying metal chips. Unfortunately I found that these keyboards had a very short lifespan and terrible key feel, so for now I have a regular keyboard wrapped loosely in plastic food wrap film. Someday I will splurge on a proper commercial-duty sealed keyboard.