
It has been a while but I finally got around to working on the extended-stroke piston rod for my Monotype caster’s pump tonight.
A while ago I had drilled and tapped the end hole for the handle. I was fortunate insofar as most of the rod fit through the hole in my drill press table, making the part easy to clamp for end drilling.
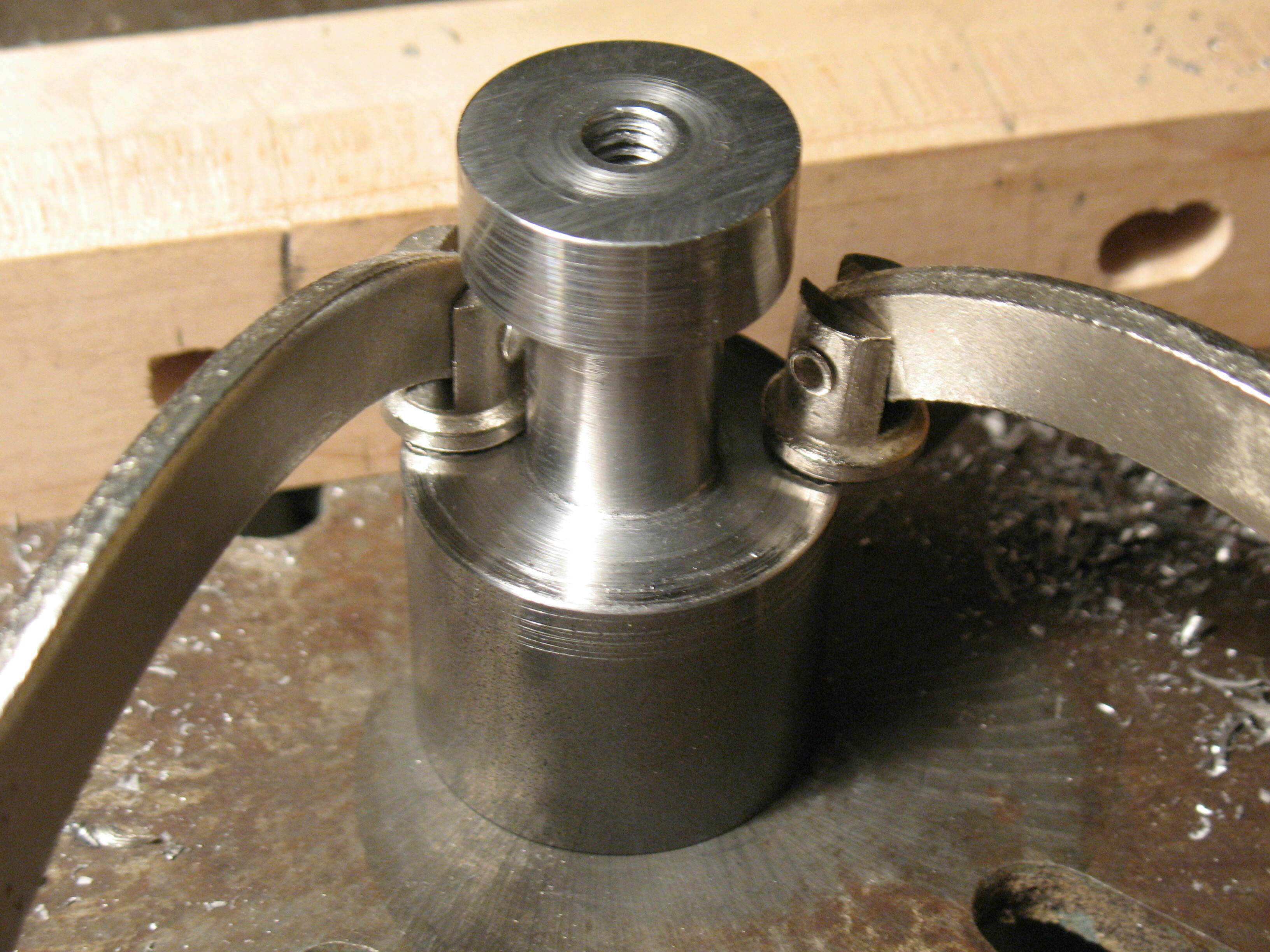
Since then I had milled one flat side on the very top of the rod using manual milling with the CNC unit just providing auto feed. This flat spot and its match on the other side provide a place for a wrench on the rod when necessary for removing the handle or the piston.
Because this is a small mill, it can’t cut much metal in a single pass, so I wrote a CNC program to cut the flats on the large-diameter section which allow the rod to be installed past the upper pump motion stop. This requires cutting off about 0.32″ of metal; at 0.010″ per pass making 32 passes I was certainly not going to do this manually.
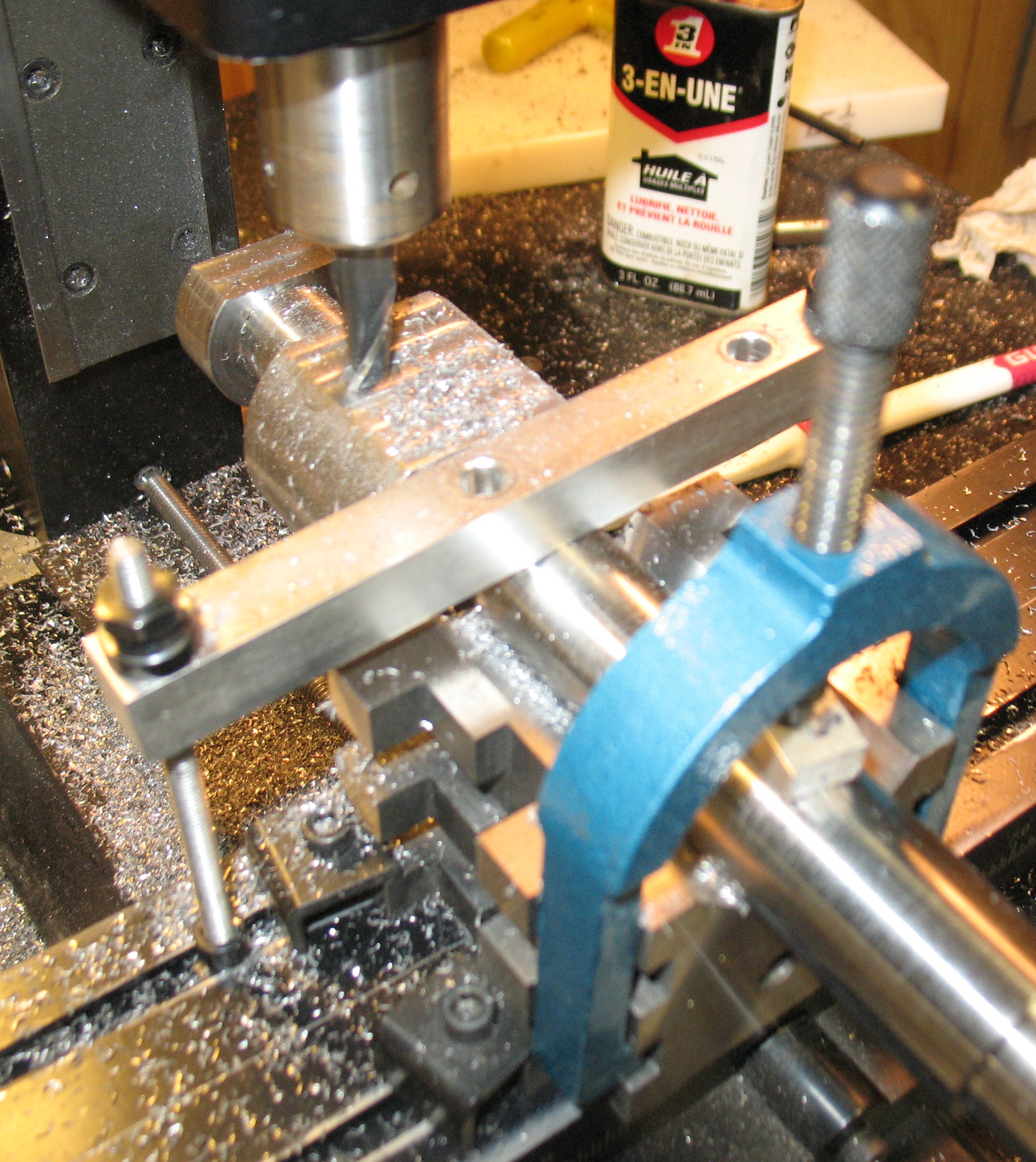
This shows the mill partway through the process. When I quit this evening I still had 4 full-depth passes to go, followed by some shallower passes to the correct depth to give a good finished surface.
Once that is done I will modify the CNC program to cut the groove that the lugs on the piston lever run in. This is an even deeper cut but is only 7/8″ wide so overall it should go faster.
Then I will take the rod off the vee block, flip it over, and clamp it directly to the milling table to repeat all three flat cuts on the opposite side so the matching flats end up parallel to each other.
While the CNC program runs I am making a handle for this rod starting with a wooden file handle, into which I will fit a stub of 5/16NC threaded rod to match the threaded hole in the top end of the rod itself.
Leave a Reply