
One of the conclusions of my Bad Casting Day was that I needed better regulation of the pressure of the compressed air which controls the caster operation. The caster has about 30 pins about 3/8″ (1cm) in diameter which must be raised by the air pressure, or drop down under the force of a return spring, in a fraction of a second when the caster is running at full speed.
If the air pressure is too low, they don’t rise fast enough, or perhaps not at all, and if the pressure is too high, the air cannot leave the pin’s cylinder fast enough for the pin to drop in a timely manner.
Furthermore I am using second-hand solenoid valves to control the air, and these sometimes have restricted flow.
I am currently using a cheap hardware-store portable compressor as my air source. In addition to being very noisy, the compressor’s built-in pressure regulator does not seem able to maintain a constant pressure with the on-and-off air flow of the caster. These compressors are typically optimized to deliver the 50-90 PSI (3-6 bar) required by small nailers, staplers, or paint sprayers. They do not operate so well delivering the 10-20 PSI (0.6-1.3 bar) required by the caster.
The eBay purchase that included the solenoid valves I am using also included other compressed-air fittings, including a regulator specially designed for low pressures: 0.02-0.2MPa (0.2-2 bar or 3-30 PSI). This was a commercial brand-name regulator rather than the no-name one integrated into the compressor. There was also an air filter & water/oil trap. The main problem was that this regulator had ¼BSP threads (also called G¼), which are not compatible with the pipe fittings normally found in North America (in this case ¼NPT). At first I thought I could make my own ¼BSP fittings, but it turned out that my lathe could not cut the 19-thread-per-inch pitch required. I had a 38-tooth gear for the lathe feed geartrain, which in theory could enable 19-TPI threading, but I could only install it as a driving, not a driven gear. My lathe, a Myford ML7 with the quick-change gearbox, does not allow easy fitting of arbitrary gears so I am pretty much limited to the pitches the gearbox provides. There is an accessory arm to allow such arbitrary gearing (including metric threads) but it is no longer available. I did not want to remove the lathe gearbox and revert it back to manual change gears either.
The main problem was that this regulator had ¼BSP threads (also called G¼), which are not compatible with the pipe fittings normally found in North America (in this case ¼NPT). At first I thought I could make my own ¼BSP fittings, but it turned out that my lathe could not cut the 19-thread-per-inch pitch required. I had a 38-tooth gear for the lathe feed geartrain, which in theory could enable 19-TPI threading, but I could only install it as a driving, not a driven gear. My lathe, a Myford ML7 with the quick-change gearbox, does not allow easy fitting of arbitrary gears so I am pretty much limited to the pitches the gearbox provides. There is an accessory arm to allow such arbitrary gearing (including metric threads) but it is no longer available. I did not want to remove the lathe gearbox and revert it back to manual change gears either.
So I bought some adapters from Amazon:
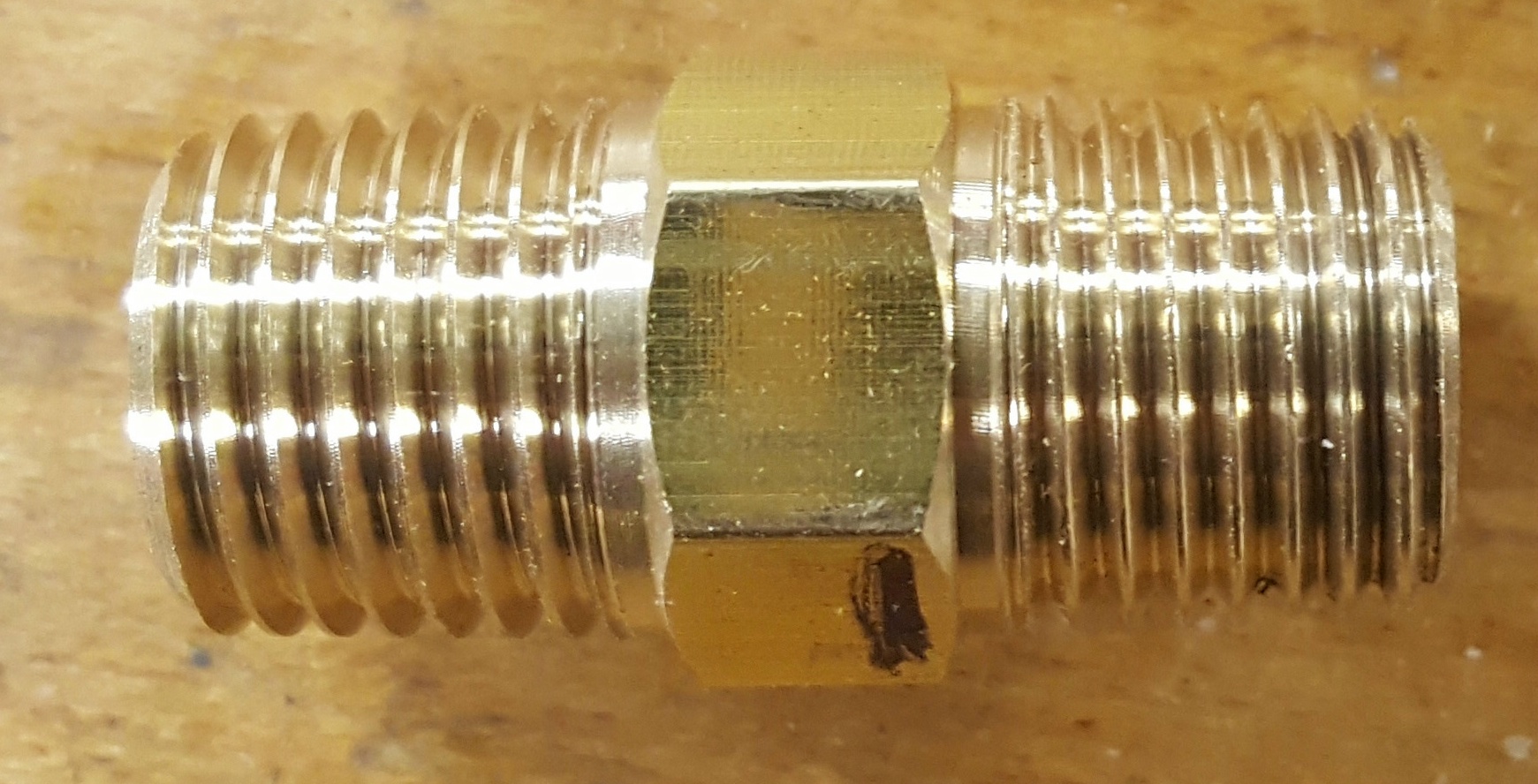
An adapter between ¼BSP and ¼NPT. Which end is which?
The ends of the adapters are almost indistinguishable. You have to use a thread pitch gauge to differentiate the ¼NPT end (18TPI) from the ¼BSP end (19TPI).
Anyway, I test-fitted the parts together and got this: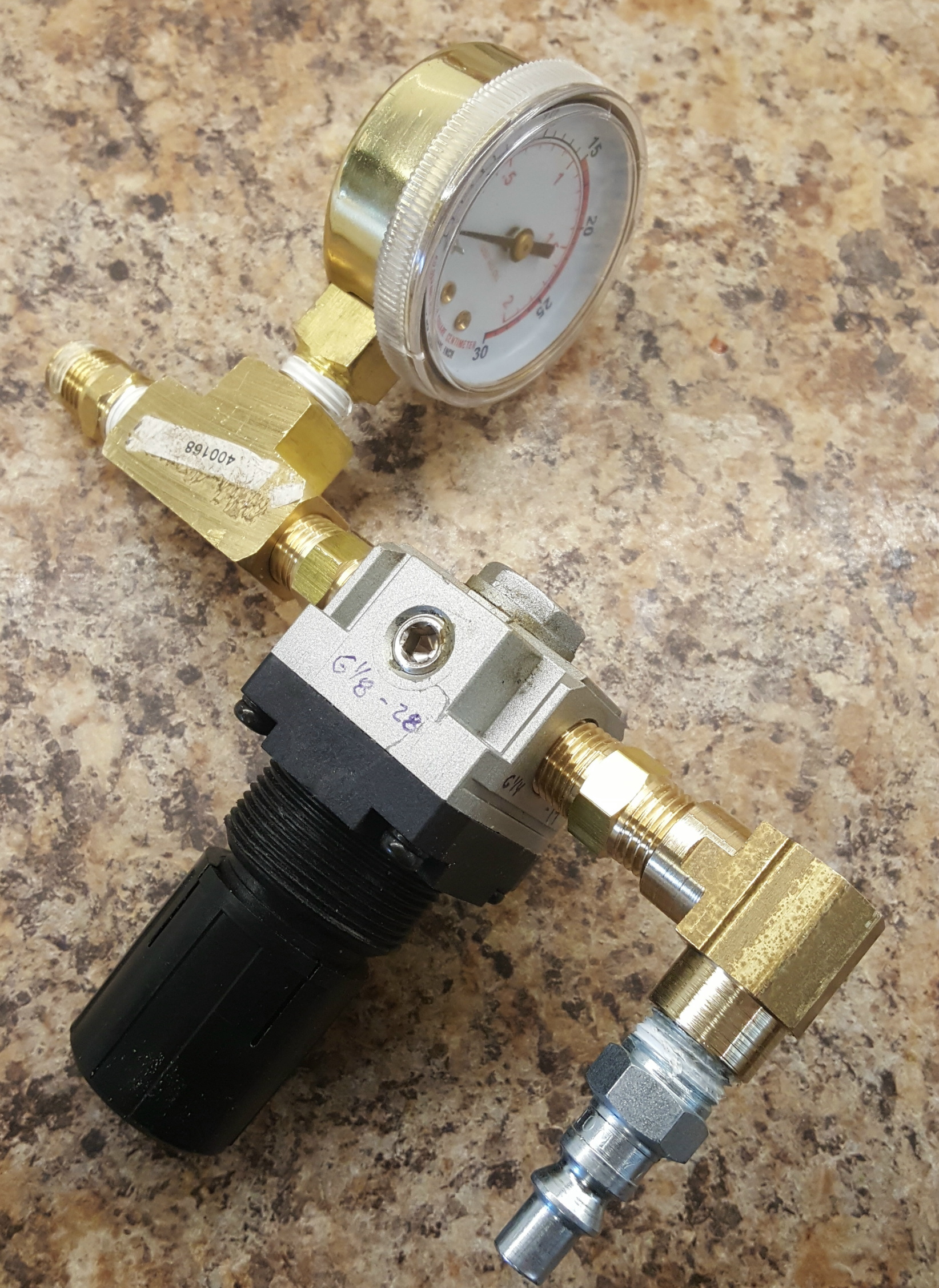 Although actually tightening all the joints would close things up a bit, this seemed like a really heavy thing to have hanging off my caster computer interface. I found a better configuration using one of those G⅛ ports on the side of the regulator. I had to make an adapter for this but this time I could use my lathe because 28TPI was one the gearbox could do. The final result is more compact with the minor problem being that the gauge is sideways.
Although actually tightening all the joints would close things up a bit, this seemed like a really heavy thing to have hanging off my caster computer interface. I found a better configuration using one of those G⅛ ports on the side of the regulator. I had to make an adapter for this but this time I could use my lathe because 28TPI was one the gearbox could do. The final result is more compact with the minor problem being that the gauge is sideways.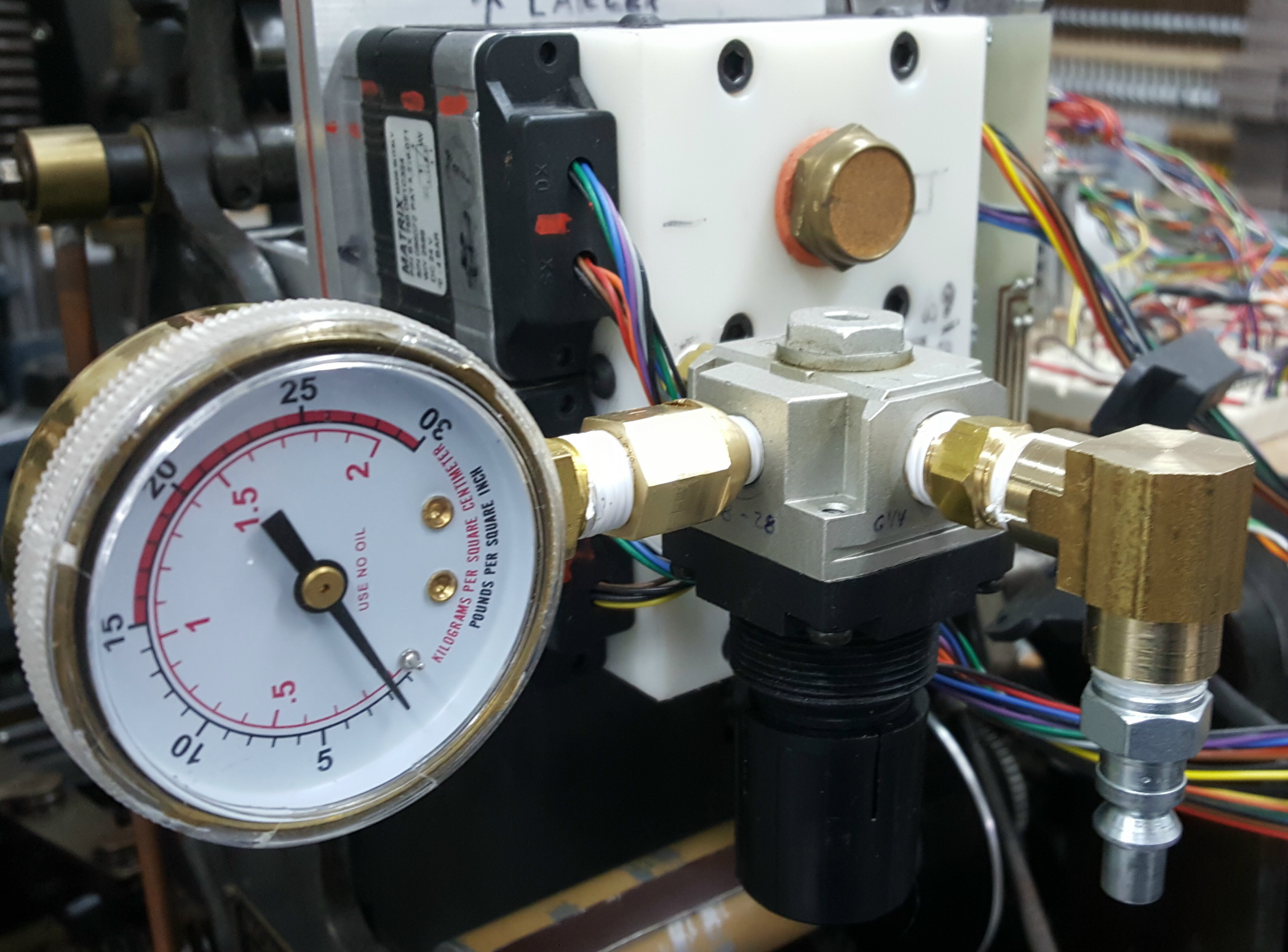 This arrangement gave me a more stable pressure in the system. The proximity of the regulator to the valve likely helps as well. The regulator on the compressor is left at full pressure. If I wanted even better regulation I could add an accumulator (small tank) on the other side of the regulator.
This arrangement gave me a more stable pressure in the system. The proximity of the regulator to the valve likely helps as well. The regulator on the compressor is left at full pressure. If I wanted even better regulation I could add an accumulator (small tank) on the other side of the regulator.
With this updated regulation I ran the casting job again with better but still not perfect results. At least this time things were good enough that I could identify the individual errors.
I am wondering now whether the remaining problems are from condensed water in the system. They don’t seem to be limited to a particular air pin (currently D and 5 are the troublemakers) but vary from day to day and through the casting run. I may have to add that filter to the system as well, adding to the weight. For that I need to get a ¼BSP coupler.
Leave a Reply