
In my last post about the Monotype piston rod I am making to provide a lengthened pump stroke about the only work completed was the ends of the piece.
Since that time I have proceeded through the following stages:

What will become the top end of the rod is complete, and I have started roughing out the stem.
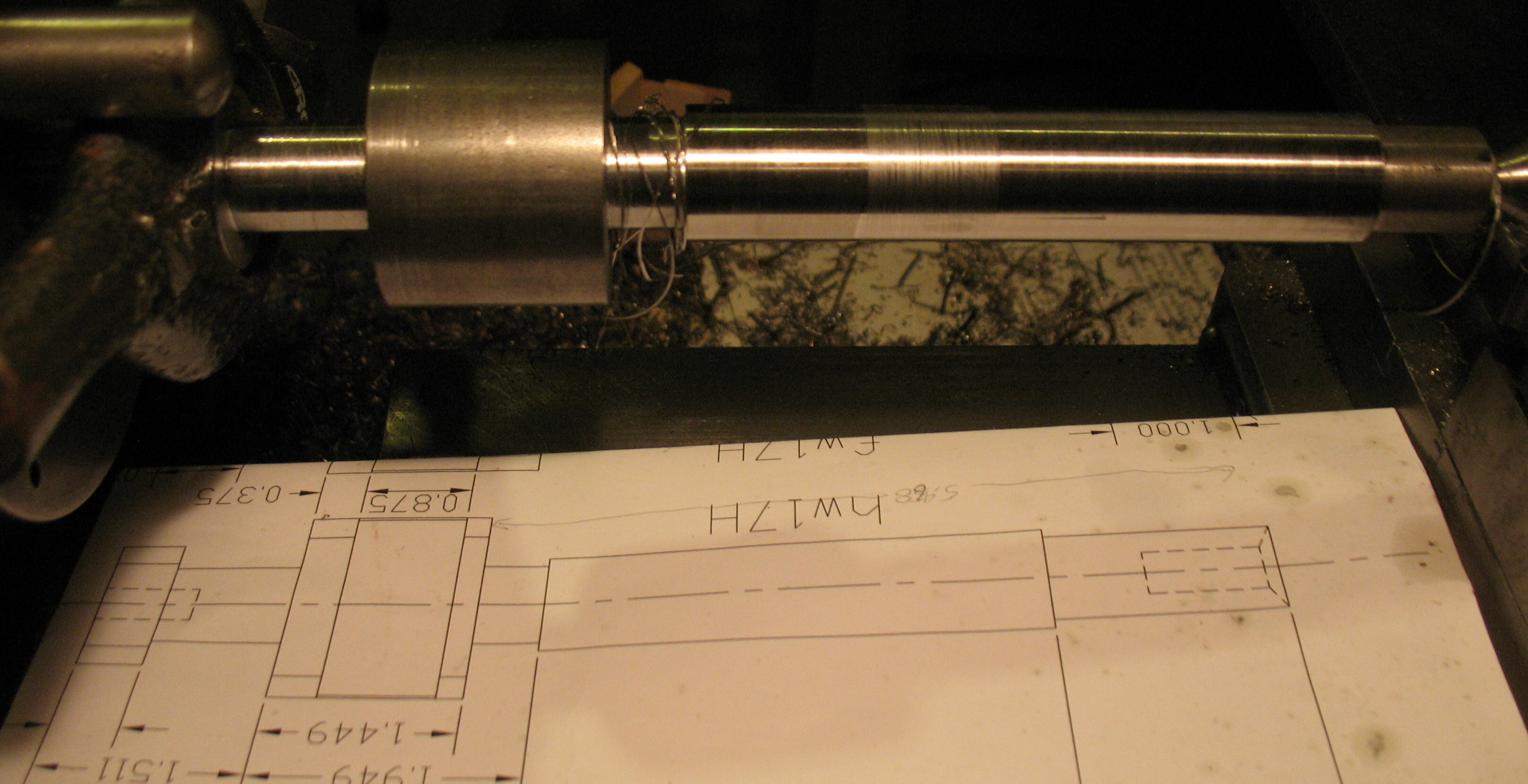
The workpiece has been reversed end-for-end on the lathe, and the remaining metal on the stem has been roughed out. At this point I had to quit for the night because the workpiece was so hot.
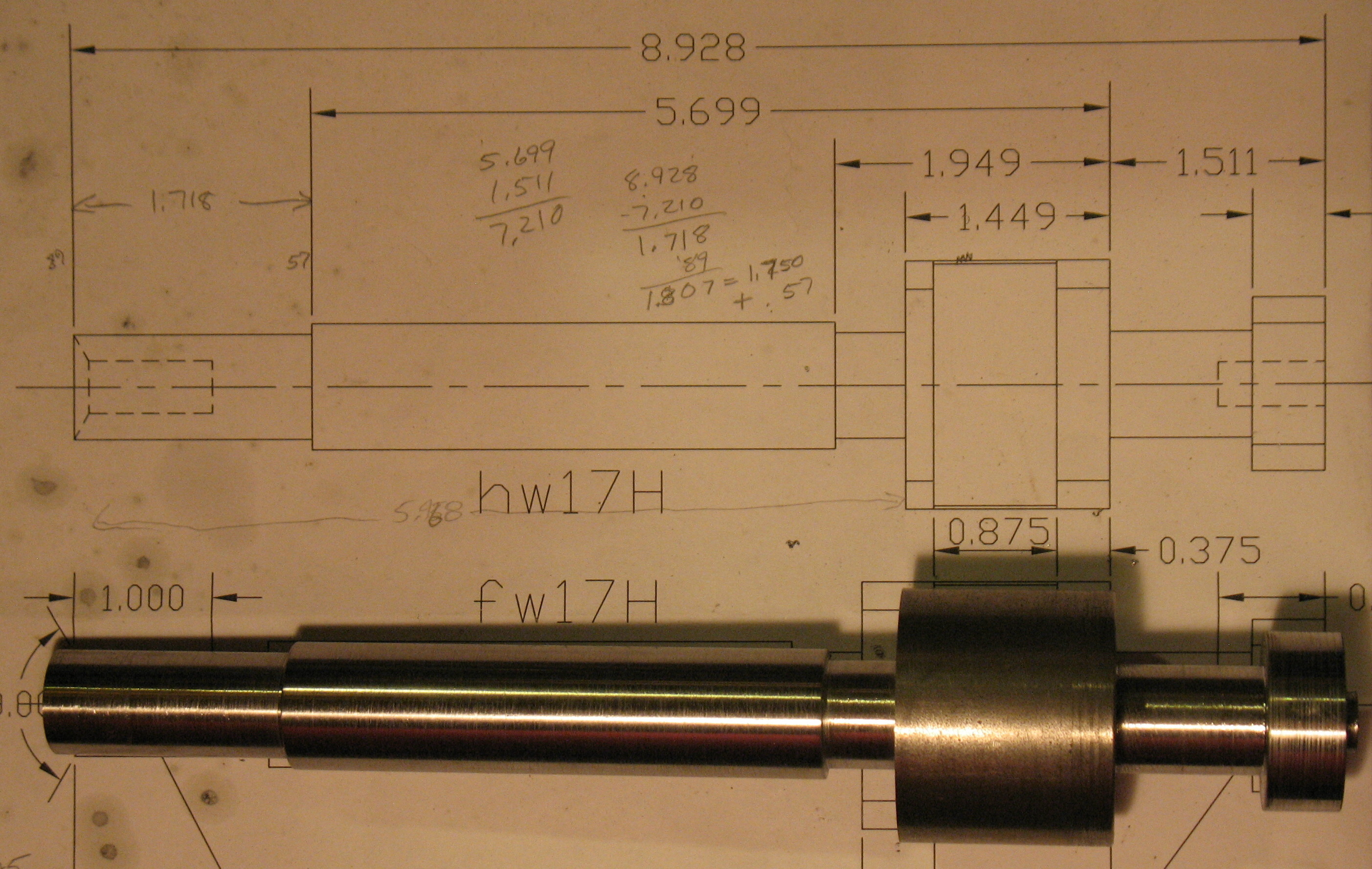
The stem has been turned to its final dimensions and the part removed from the lathe.
The next step is to drill and tap the top hole for the handle to screw into. The drilling will be done on the drill press and tapping by hand. If there is any of the nub left after drilling and tapping I will use a countersink on the drill press to remove it.
Leave a Reply