
 We have a near-antique Easy brand ironer (also known as a mangle). This has a cloth-covered roller and a heated platen that presses against it, and it would have originally been used for ironing (typically) large items like bedsheets. We now use it occasionally for flattening paper or marbling, for quick-setting the internal AKD sizing in freshly-made paper, and for drying a small batch of paper for something like a colour test.
We have a near-antique Easy brand ironer (also known as a mangle). This has a cloth-covered roller and a heated platen that presses against it, and it would have originally been used for ironing (typically) large items like bedsheets. We now use it occasionally for flattening paper or marbling, for quick-setting the internal AKD sizing in freshly-made paper, and for drying a small batch of paper for something like a colour test.
The cloth-covered drum rotates upwards on the front, pulling the item to be ironed over the top of the drum and under the platen which presses against the back of the drum. There are controls to temporarily pause the drum rotation, to raise and lower the platen, and to control the platen temperature. Our drum is a bit stained from a series of colour tests we did with Red 101 pigment.
A while back, the ironer stopped working as its motor (mounted shaft-upwards below the gearbox at the right-hand end) fell off and was just dangling by its power cord.
 The motor is mounted using rubber anti-vibration mounts and also has a rubber coupler on its shaft, for quiet operation of the machine. The rubber mounts had all failed from a combination of aging of the rubber and oil absorbed from gearbox leakage.
The motor is mounted using rubber anti-vibration mounts and also has a rubber coupler on its shaft, for quiet operation of the machine. The rubber mounts had all failed from a combination of aging of the rubber and oil absorbed from gearbox leakage.
The old mounts had a 1⁄4NF-28 stud on the top end threaded into the gearbox housing and a 1⁄4NF-28 tapped hold on the bottom end to receive a bolt through the motor mounting plate.
 I couldn’t readily find identical rubber mounts, so I purchased something about the same size and proceeded to machine them to suit. The mounts I purchased were longer than the original mounts, had a 5⁄16NC-18 stud on one end, and a 5⁄16NC-18 tapped hole on the other end.
I couldn’t readily find identical rubber mounts, so I purchased something about the same size and proceeded to machine them to suit. The mounts I purchased were longer than the original mounts, had a 5⁄16NC-18 stud on one end, and a 5⁄16NC-18 tapped hole on the other end.
My plan was to modify the stud to provide the correct overall length and fit the tapped holes in the gearbox, and refit the motor with 5⁄16″ bolts to replace the original 1⁄4″ ones.
 The overall length of the new mount was a bit short, so I started by adding a nut to the stud, and affixing it with some permanent thread locker, which you can see as a trace of red where the nut presses against the mount.
The overall length of the new mount was a bit short, so I started by adding a nut to the stud, and affixing it with some permanent thread locker, which you can see as a trace of red where the nut presses against the mount.
On the lathe, I faced and turned the nut to provide an appropriately-sized standoff. This would not only give the mount the correct overall length, but it would also avoid fouling with the sheet metal of the main table.
Then I turned the base of the stud to 1⁄4″ to allow its eventual rethreading. This did not completely remove the original stud threads but it was good enough for the smaller threads to work.
The workholding wasn’t strong enough to use a parting tool to shorten the stud, so instead I turned down a portion of it to form a neck, then used a hacksaw to actually cut off the excess length. This was following by facing and chamfering the cut end.
I used a 1⁄4NF-28 thread cutting die, held square by the lathe tailstock, to actually cut the threads.
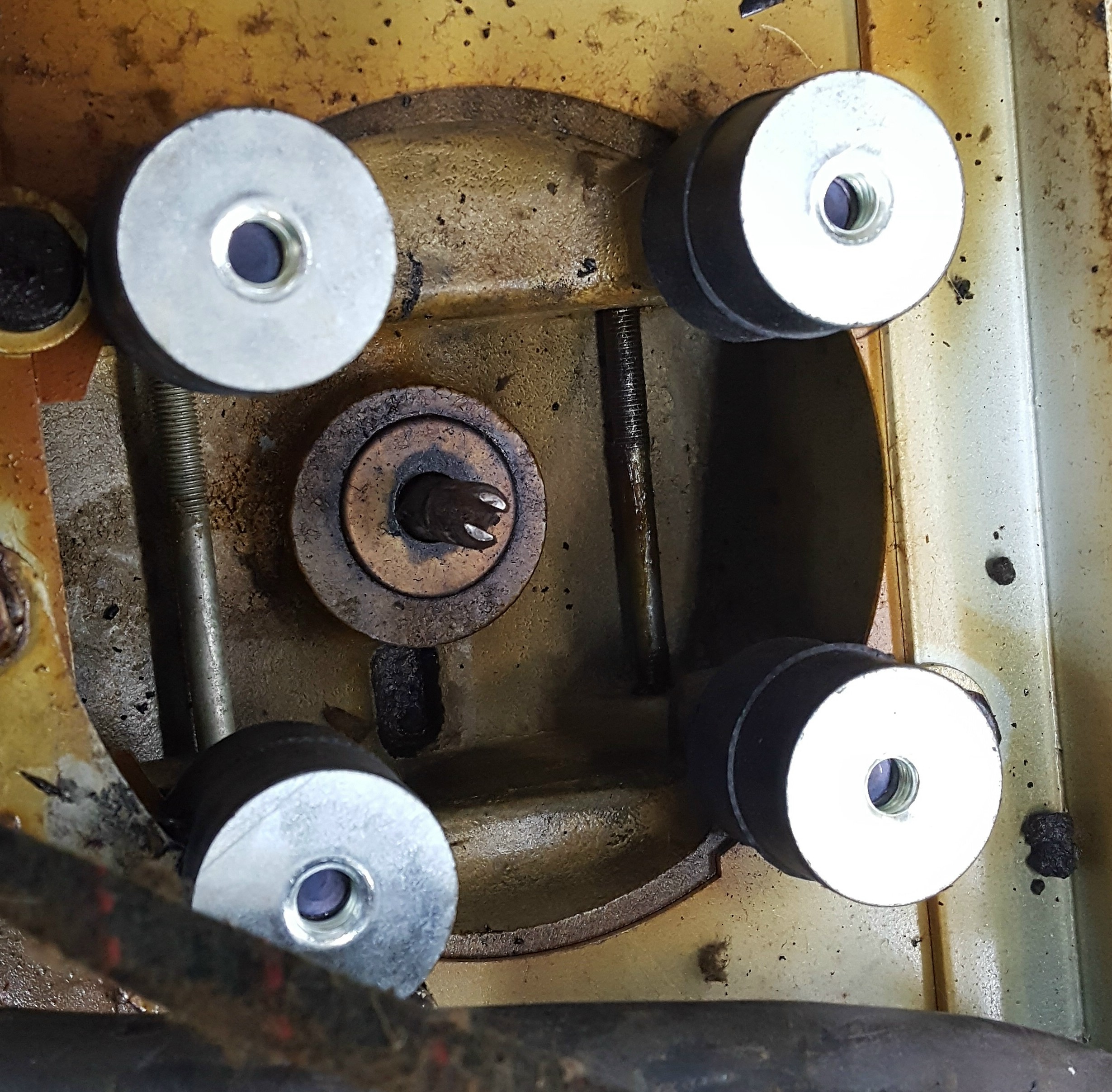 The replacement mounts fit well on the underside of the gearbox. The standoff is long enough and small enough diameter to clear the sheet metal of the table top. There is also enough room for the knee-operated platen control (hiding under the wires in this photo) to operate properly.
The replacement mounts fit well on the underside of the gearbox. The standoff is long enough and small enough diameter to clear the sheet metal of the table top. There is also enough room for the knee-operated platen control (hiding under the wires in this photo) to operate properly. I drilled out the holes in the motor mounting plate to fit the larger mounting bolts. Paper towels and regular towels were put in to prevent the chips from falling through the ventilation holes of the motor.
I drilled out the holes in the motor mounting plate to fit the larger mounting bolts. Paper towels and regular towels were put in to prevent the chips from falling through the ventilation holes of the motor. There is limited depth to the threaded holes in the rubber mounts, so I added an extra washer to the new bolts to take up the extra length.
There is limited depth to the threaded holes in the rubber mounts, so I added an extra washer to the new bolts to take up the extra length.
Good to see your post and what you did to fix it up. I have my grandmother’s old mangler and have kept it with hopes it might be useful for my paper making. It is sitting in storage now. Have you put yours into use and how, what and why is it of use to you. Also have you had any other responses or have you found others with mangles being used with paper making?
We use it very little lately, actually. Most often we would use it to flatten out marbling, but we’ve started using heavier paper for this so it wrinkles a lot less as it dries and ironing is not required. The small amount of waviness in the heavier paper relaxes itself when the marbled paper is stored flat.
The mangle really only has a niche utility for papermaking, because our forced-air paper drying system produces flat paper on its own. The mangle would be impractical for drying a batch of paper because it must be hand-fed a sheet at a time, and a single pass is not enough to dry a sheet of paper. As well, the jacket on the roller picks up the dampness and so the drying effectiveness diminishes as you try to dry more paper. In contrast, the forced-air drying system is load it and forget it.
We haven’t heard of anyone else using one for papermaking, nor for any other paper-related arts. On the contrary, I know one person, a real book arts purist, who was taken completely aghast that we were subjecting our marbling to “uncontrolled heat”.
I am trying to reword my mothers GE mangle. It seems to have had to cords, both are crumbling and cut. Only one plug. Do you have any advice? Of it would work I would be thrilled but have to get electricity to it somehow.
Although I had to rewire this one when we first got it, I don’t think any of my experience with that would really transfer to your machine. You’d really have to get someone local with electrical repair experience to look at it in person.
The two cords and one plug sounds like it may have already been the victim of a DIY repair. I expect that one of the cords goes to the heating elements and the other to the motor, but that they originally joined up in a junction box somewhere on the machine.
Hi
Do you know anyone who might like to buy one?
I have a vintage mangle in super shape!
Unfortunately I don’t know of anyone who is looking for one of these. Maybe you’ll luck in and someone will see your comment here.
I own an easy mangle how much do you want for your? And where is it. Email dwightmessinger@gmail.com or phone 843 694 1155 my name is Dwight
Have a easy brand mangler for sale if anyone is I terested
Dwight,
We weren’t planning on selling our mangle, and with you being (based on your area code) in South Carolina, I think it would be impractical for you to buy it.
If you’re interested in the one ‘M’ was offering, they did not leave any contact information on their comment, so you may just have to hope that they somehow see your comment. I don’t think this blog sends out notifications to commenters at all.
I’m anxious to get mine repaired. How do I search for a repair person? The plug is a little melted. It heats, roller turns but there’s a problem with the clutch,I think. When I plug it in, the pressing keeps opening and closing. Pressing the clutch does nothing. Any ideas?
Jan, Vancouver Washington
Anyone who repairs electrical appliances (people still do that, don’t they???) should be able to replace the plug, but if you start poking around in the rest of the wiring you might find that other electrical work is needed as well, in my case I had to make a new electrical box.
As for the clutch, I did have the gearbox open on mine, but I really don’t recall how the internal mechanism worked, nor even what I had to do to open the gearbox, so I can’t offer much help.
If you check out local maker spaces you might be able to find a member who’s interested in such mechanisms and would be willing to try a repair. I found one local to you, https://www.sewopmakerspace.com/, though it looks like it primarily focuses on sewing, they seem to have other stuff too.
Does anybody capable drawing a diagram of the block that all the electrical connecter goes to for the electrical switches to the back of the center of the motor support/brace. I have two wires from the motor,two from the heater element and a coupe for others I’m not sure about. I didn’t know what condition the wires were in and when I the block to one side to get to the wires several of them just fill out.
I live in Oxford OH 45056. Do you still have a mangle to sell?
We weren’t really planning on selling it, but then we don’t really use it much any more. If you’re interested you can make us an offer by e-mail to info@papertrail.ca. You would have to pick it up, though. It looks like about a 7-hour drive each way, plus border crossing time.